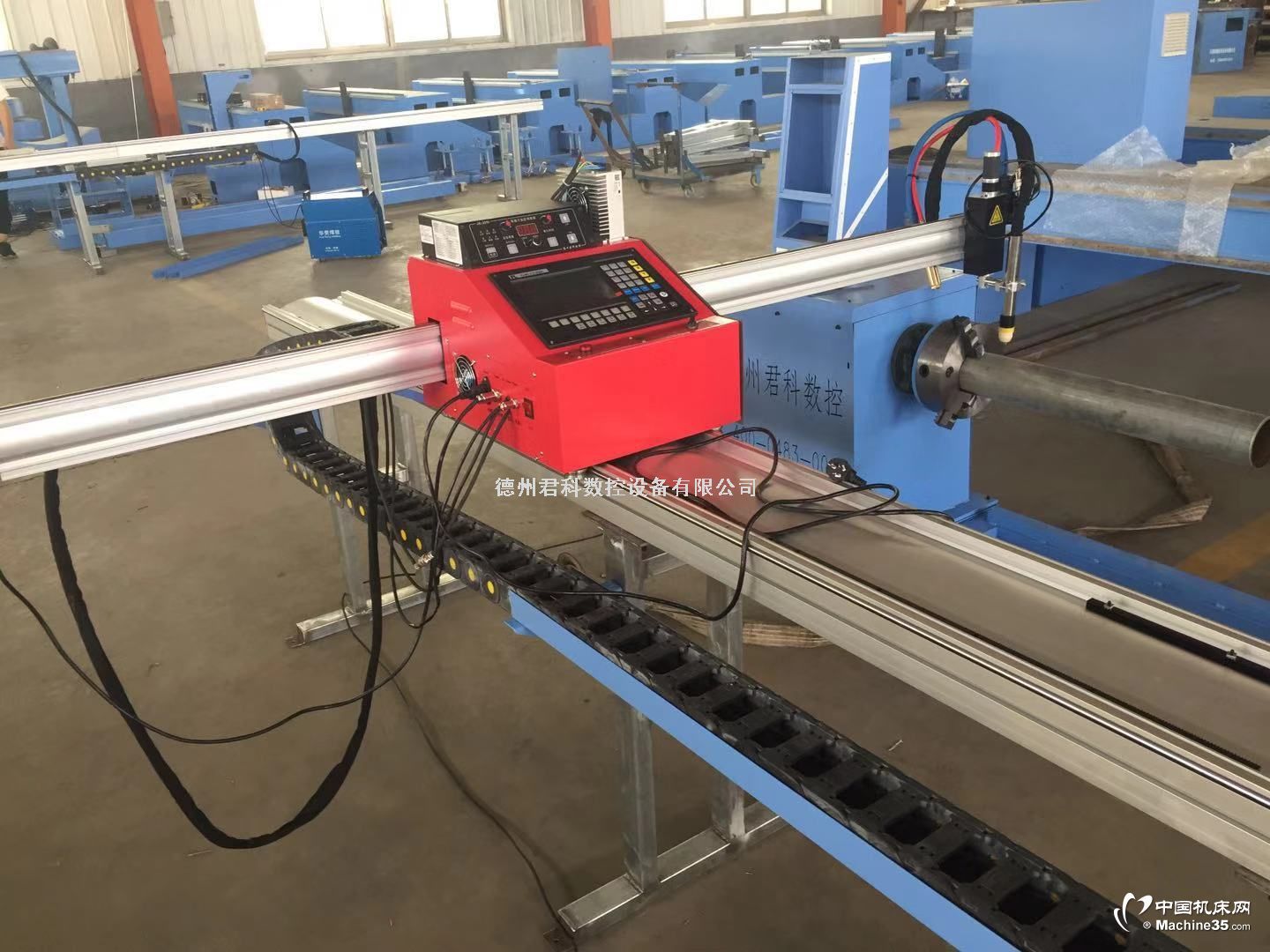
廠家供應:經濟款相貫線切割機,等離子切管機,管桁架制造必備
適用行業
適用于鋼結構,管桁架,道路設施,管道疏通等,加工碳鋼板、銅板、鋁板、鍍鋅板、鈦金板等金屬材料;
整體采用全焊接結構,堅固合理、持久耐用;
數控系統配置高,自動引弧、性能穩定,引弧率99%以上;
切割速度快、精度高;切口小、整齊、無掉渣現象;
支持文泰、北航海爾、ARTCAM、Type3等軟件生成的G代碼。
等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬部分或局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。通過從水蒸氣中獲取等離子這樣安全,簡便,有效,多功能且環保的方法對0.3mm以上厚度的金屬進行熱加工處理(切割,熔焊,釬焊,淬火,噴涂等等),這在金屬加工工業史上實屬首創。壓縮空氣進入割炬后由氣室分配兩路,即形成等離子氣體及輔助氣體。等離子氣體弧起熔化金屬作用,而輔助氣體則冷卻割炬的各個部件并吹掉已熔化的金屬。近年來,國外廠家開發了稱為精細等離子或稱為高精度等離子的新技術,國內已有廠家引進。效果較好。通過改進割矩的設計,較顯著地提高了工件切割面質量,韶邊垂直度可達0—1.5°對提高厚板切割質量尤其有利。由于改進了切割,電極壽命得到數倍提高。但其割距鋼板距離要求較高,要求割上的高度傳感器反應更靈敏,割升降反應更快。
首先對于6-20mm范圍的材料的火焰切割應用在目前國內市場已經相對較少,其主要原因在于數控等離子切割機設備的進入和對市場用戶的擠占,火焰切割相比等離子切割 的缺陷在于加工速度相對較慢,考慮到目前國內等離子切割針對20mm厚度以下材料加工的成本正逐步得到控制,在此厚度范圍內的材料加工火焰切割機已不在具備壟斷優勢。板厚6-20mm的薄板由于受熱易變性,在開始切割零件時可不從鋼板邊緣切入,而采用穿孔辦法是鋼板邊緣成封閉狀態,且鋼板邊緣的割縫與鋼板邊緣有一定距離,這樣可限制因變性而引起的零件尺寸偏差。
數控等離子切割機對不銹鋼產品加工有何優勢
數控等離子切割機對不銹鋼產品加工有何優勢?下面君科數控為您介紹:
不銹鋼制品具有特殊的物理性質,所以數控等離子切割機在切割方面具有了以下的優勢,正因為不銹鋼制品也帶動了數控等離子切割機的快速發展。不銹鋼板的特殊性,它的主要加工方法為冷熱加工成型法。冷加工,往往速度慢,效率低,主要用于規格形狀的切割加工,熱加工方法就很豐富了,根據不同的情況,其切割效果也不盡相同,成本也略有高低之分。而熱加工方法可以使用數控等離子切割,等離子切割速度快,效率高,成本低,滿足企業的需求。而冷加工方法往往不能滿足企業的生產需要。所以越來越的企業多較青睞于數控等離子切割機。
很多人們使用切割機的時候,肯定需要注意的就是本身使用的方面了,這是能夠很好滿足人們使用的不錯的做法,而更好的去分析的時候,當然本身這種數控切割機的使用方面就會更加的不錯,確實這樣的情況就會明顯的不同了,而帶來的本身優勢就會能夠讓人們很好地看出來還是不同的,本身的質量方面的效果將會很好地發揮出來更加不同的方面,那么人們就能夠從這樣的產品方面更好的看到是不錯的了。
數控等離子切割機操作方法
一、等離子切割機的開機、關機:
操作人員每天按照以下開關機的順序進行操作:
(1) 啟動空壓機、空氣干燥機;
(2) 啟動機床控制柜;
(3) 啟動等離子電源;
(4) 設置好所有參數后啟動程序進行切割。
(5) 工作完成后,關閉所有電源、氣源。
二、等離子切割機的工作流程:
(1)用AUTOCAD制圖或用已有Solidworks文件直接轉換為DXF格式;
(2)將DXF格式的零件圖導入FastCAM中進行套料、轉換程序,為方便程序的調用及管理,將程序名稱保存為該零件的圖號;
(3)將轉化好的程序用U盤拷入機床的控制柜上。
(4)根據所選擇程序的材料及厚度,設置工藝參數;
(5)調整好割槍在板材上的位置,啟動程序進行切割;
(6)結束切割,下料、清渣。
三、工藝參數的設定與調整:
所有工藝參數都依據說明書上的切割參數表來進行設定,改變材料及板材厚度時所有參數必須重新進行設定。
在等離子電源上調整的參數有:
(1)電流:手動旋扭給定
(2)PG1引弧氣氣壓及流量:
(3)PG2切割氣氣壓及流量:
(4)WG1渦流氣氣壓及流量:
(5)WG2渦流氣氣壓及流量:
(6)板厚檔位:共3個檔位,根據參數表設定。
在機床控制柜上調整的參數有:
(1)引弧時間:即穿孔時間,通過鍵盤直接輸入;
(2)切割速度:通過鍵盤直接輸入;
(3)割縫補償:通過鍵盤直接輸入;
(4)引弧高度:即穿孔高度,在割槍部位手動調節;
(5)弧壓:在弧壓傳感器上手動調整,該值決定割槍的切割高度。在切割過程中調整時,觀察等離子電源上弧壓顯示值直到與參數表上的值匹配為止。
四、編程的注意事項:
(1)編程時將等離子切割方向設置為順時針方向,補償設為左補償;
(2)為減少穿孔次數降低切割成本,采用連續切割的方法進行編程。編程時應注意零件的引入引出線的接口,盡可能設在該零件在產品上的隱蔽端或零件上的尖角處,不要設在圓弧上或直線邊上。
五、等離子切割的注意事項:
(1)切割前確認設置的工藝參數與所切割的板材材料、厚度相匹配。
(2)工件首件切割后,必須經檢驗合格后方可進行批量切割。
(3)由于10~16mm的零件切割后周邊不再進行加工,所以在切割過程中要隨時觀察零件斷面的斜度,如果斜度超出零件允許的標準范圍內,應及時更換新的易損件。對零件斜度影響的易損件是噴嘴,因此噴嘴應作為重點關注對象。而替換下的噴嘴還可以繼續切割留有加工余量的零件,比如20mm的重塊。
(4)切割過程中隨時觀察所有氣體的氣壓及流量,如有異常情況應及時停止切割,排除故障后再進行切割。一般情況下,多注意氧氣瓶壓力和流量,待氧氣瓶輸出壓力低于0.1MPa時及時更換新氣。
(5)切割過程中隨時觀察零件的切割質量,如切割質量明顯下降,應停止切割,檢查工藝參數、易損件等,如有問題應及時排除。
六、更換易損件的注意事項
(1)更換電極、噴嘴:更換前必須將鑰匙開關S1撥至“PGC”檔位上,先將割槍外部擦拭干凈,再洗干凈手,用專用工具將保護帽、渦流氣帽、電極等拆下,換上新的干凈的電極、噴嘴;此時若割槍內部有污漬應先清理干凈后再用專用工具裝上新的電極噴嘴,安裝一定要到位,否則容易發生冷卻液滲漏和電極座燒穿的故障。
(2)更換冷卻液:將所有電源關閉,將舊冷卻液全部排空,再加入新的冷卻液。
七、操作人員的安全防護
等離子電弧會產生危害眼睛和皮膚的紫外線和紅外線,同時在切割過程中還會產生很高的噪音,產生大量的煙霧。因此必須安排以下防護措施:
(1) 操作人員必須戴口罩、穿安全鞋;
(2) 戴用于觀察切割過程的具有中等暗度的防護眼鏡;
(3) 佩戴耳塞;
(4)隨時關注水箱內的水位高度,確保除塵效果達到;
(5)當按下開始按鈕時,高電壓作用于電極和噴嘴間,此時不要用手觸摸割槍。
(6)吊裝板材時確保人員和設備的安全;
(7)下料時操作人員應注意防止零件燙傷及腳踩到水箱內
注:聯系我時,請說是在“傲立機床網”上看到的,謝謝!